
【概要描述】
加工(gōng)精度是指零件加(jiā)工後的實際幾何(he)參數(尺寸、形狀👣和(hé)🏃位置)與圖紙規定(ding)的理想幾何參數(shu)符合的程度。這種(zhong)相符合的程度越(yuè)高,加工精度也越(yuè)高。
在加工中,由于(yu)各種因素的影響(xiang),實際上不可能将(jiang)零件的每一個幾(jǐ)何參數加工得與(yǔ)理想幾何參數完(wan)全相符,總會産生(sheng)一些偏離。這種偏(piān)離,就是加工誤差(chà)。
從以下三個方面(mian)探讨:獲得零件尺(chǐ)寸精度的方法、獲(huò)得🛀形狀㊙️精度的方(fāng)法和獲得位置精(jīng)度方法。
1.獲得零件(jian)尺寸精度的方法(fa)
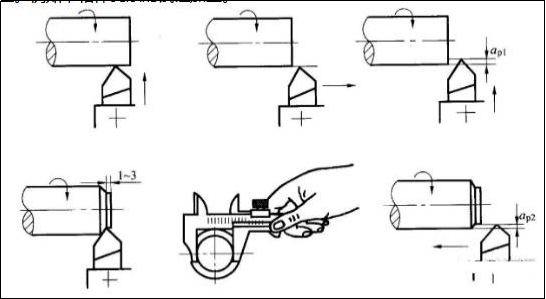
1)試切法
即先試切(qiē)出很小部分加工(gong)表面,測量試切所(suǒ)得的尺寸🌐,按照加(jiā)工要求适當調刀(dāo)具切削刃相對工(gōng)件的位置,再🏃♀️試切(qie),再測量,如此經過(guo)兩三次試切和測(cè)量,當被加工尺寸(cun)達到要求後,再切(qie)削🛀整個待加工表(biǎo)面。
試切法通過“試(shi)切-測量-調整-再試(shì)切”,反複進行直到(dao)🏃♀️達🎯到要求的⭕尺寸(cun)精度爲止。例如,箱(xiang)體孔系的試镗加(jia)工。
試切法達到的(de)精度可能很高,它(ta)不需要複雜的裝(zhuāng)置,但這種方法費(fèi)時(需作多次調整(zhěng)、試切、測量、計算😘),效(xiao)率低,依賴工人的(de)💚技術水平和計量(liàng)器具的精度,質量(liàng)不穩定,所💛以隻用(yong)于單件小批生産(chan)。
作爲試切法的一(yi)種類型——配作,它是(shì)以已加工件爲✉️基(jī)🔞準,加💛工與其相配(pei)的另一工件,或将(jiāng)兩個(或兩個以上(shang))工件組合在一起(qǐ)進行加工的方法(fa)。配作中最終被加(jiā)工尺寸達到的要(yào)求是以與已加工(gōng)件的配💋合要求爲(wèi)準的。
2)調整法
預先(xiān)用樣件或标準件(jian)調整好機床、夾具(ju)、刀具和工👈件的準(zhun)确相🔴對位置,用以(yi)保證工件的尺寸(cùn)精度。因爲尺寸事(shì)先調整到位,所以(yǐ)加工時,不用再試(shi)切,尺寸自動獲得(dé),并在一批零件加(jia)🈲工過程中保持不(bú)變🌈,這就是調☎️整法(fǎ)。例如🧡,采用銑床夾(jia)具時,刀具的位置(zhì)靠對刀塊确定。調(diào)整法的實質是利(li)用機床上的定程(cheng)裝置或對刀裝置(zhì)或預先整好的刀(dāo)架,使刀具相對于(yú)機床或夾具達到(dao)一定的位置🈲精度(du),然後加工一🆚批工(gong)件。
在機床上按照(zhào)刻度盤進刀然後(hòu)切削,也是調整法(fǎ)的⛹🏻♀️一種。這種方法(fǎ)需要先按試切法(fǎ)決定刻度盤上的(de)刻度。大批量生産(chan)中,多用定程擋塊(kuài)、樣件、樣闆等對刀(dao)裝置進行調整。
調(diao)整法比試切法的(de)加工精度穩定性(xìng)好,有較高的💃🏻生📱産(chan)率,對機🔆床操作工(gong)的要求不高,但對(dui)機床調整工的要(yào)求💜高,常用于成批(pī)㊙️生産和大量生産(chan)。
3)定尺寸法
用刀具(jù)的相應尺寸來保(bao)證工件被加工部(bù)位尺寸的方法稱(chēng)爲🔅定尺寸法。它是(shi)利用标準尺寸的(de)刀具加工,加工面(mian)的尺寸由刀具尺(chǐ)寸決定。即用具有(yǒu)一🌏定的尺🔅寸精度(dù)的刀具🥵(如鉸刀、擴(kuò)孔鑽、鑽頭等)來保(bǎo)證工件被加工部(bu)位(如孔)的精度。
定(dìng)尺寸法操作方便(biàn),生産率較高,加工(gōng)精度比較穩定,幾(ji)乎與工人的技術(shù)水平無關,生産率(lü)較高,在各種類型(xíng)的生産中廣泛應(ying)用。例如鑽孔、鉸孔(kong)等。
4)主動測量法
在(zài)加工過程中,邊加(jiā)工邊測量加工尺(chi)寸,并将所測結果(guo)♈與設計要求的尺(chǐ)寸比較後,或使機(jī)床繼續工作,或使(shi)機床停止工💁作,這(zhe)😍就是主動測量法(fa)。
目前,主動測量中(zhong)的數值已可用數(shù)字顯示。主動測量(liang)法🍉把測量裝置加(jia)入工藝系統(即機(ji)床、刀具、夾具💘和工(gōng)件組成的☔統一體(ti))中,成爲其第五個(gè)因素。
主動測量法(fa)質量穩定、生産率(lü)高,是發展方向。
5)自(zì)動控制法
這種方(fāng)法是由測量裝置(zhi)、進給裝置和控制(zhì)系統等組👌成。它♻️是(shì)把測量、進給裝置(zhi)和控制系統組成(chéng)一個自動加工系(xì)統,加工🌂過程依靠(kao)系統自動完成。
尺(chi)寸測量、刀具補償(cháng)調整和切削加工(gōng)以及機床停車✂️等(děng)一系💜列工作自動(dòng)完成,自動達到所(suǒ)要求的尺寸精🌈度(du)。例如在數控機床(chuang)上加工時,零件就(jiù)是通過程序的✏️各(ge)種指令控制加工(gōng)順⭕序和加⁉️工精度(du)。
自動控制的具體(tǐ)方法有兩種:
①自動(dong)測量即機床上有(yǒu)自動測量工件尺(chi)寸的裝置㊙️,在工件(jiàn)達到要求的尺寸(cun)時,測量裝置即發(fa)出指令使機⭐床自(zì)動退刀并停止工(gong)作。
②數字控制即機(ji)床中有控制刀架(jia)或工作台精确移(yi)動的伺服電動機(jī)、滾動絲杠螺母副(fu)及整套數字控制(zhi)裝置,尺寸的獲得(de)💞(刀架的移動或工(gōng)作台的移動)由預(yu)先編制好的程序(xù)通過計算機數字(zì)控制裝置自動控(kong)制。
初期的自動控(kong)制法是利用主動(dong)測量和機械或液(yè)壓等控制系統完(wán)成的。目前已廣泛(fan)采用按加工要求(qiu)預先編🧡排的程序(xu),由控🥵制系統發出(chu)指令進行工作的(de)程序控制機床或(huo)由控制系統發出(chū)數字信息指令進(jin)行工作的數字控(kòng)制機床,以及能适(shi)應加工🆚過程中加(jiā)工條件的變化,自(zì)動調整加工用量(liang),按規定條件實現(xian)加工過程最佳化(hua)的适應控制機床(chuang)進👄行自動控制加(jiā)工。
自動控制法加(jiā)工的質量穩定、生(shēng)産率高、加工柔性(xìng)好、能适應多品種(zhong)生産,是目前機械(xie)制造的發展方💯向(xiang)和計算機輔✨助制(zhì)造(CAM)的基礎。
2.獲得形(xing)狀精度的方法
1)軌(gui)迹法
這種加工方(fang)法是利用刀尖運(yùn)動的軌迹來形成(chéng)被加🏒工表面的形(xing)狀的。普通的車削(xuē)、銑削、刨削和磨削(xuē)等均屬于💞刀尖軌(gui)迹法。用這種方法(fa)得到的形狀精度(dù)主要取決于成形(xing)運動的精度。
2)成形(xíng)法
利用成形刀具(jù)的幾何形狀來代(dài)替機床的某些成(chéng)形運動🏃而獲得加(jiā)工表面形狀的。如(rú)成形車削、銑削、磨(mó)削等。成形法所獲(huo)得的🔆形狀精度主(zhǔ)要取決于刀刃的(de)形狀。
3)展成法
利用(yong)刀具和工件作展(zhan)成運動所形成的(de)包絡面來得到加(jia)🚩工表面的形狀,如(rú)滾齒、插齒、磨齒、滾(gun)花鍵等均屬展成(cheng)法。這♻️種方法所獲(huo)得的形狀精度主(zhǔ)要取✊決于刀刃的(de)形狀精度和展成(cheng)♋運動精度等。
3.獲得(de)位置精度方法
機(jī)械加工中,被加工(gōng)表面對其他表面(miàn)位置精度的獲得(de),主要🧑🏽🤝🧑🏻取決工件的(de)裝夾。
1)直接找正裝(zhuang)夾
此法是用百分(fèn)表、劃線盤或目測(ce)直接在機床上找(zhǎo)正工件位置的裝(zhuang)夾方法。
2)劃線找正(zhèng)裝夾
此法是先在(zai)毛坯上按照零件(jiàn)圖劃出中心線、對(duì)稱線和各待加工(gōng)表面的加工線,然(rán)後将工件裝上機(ji)床,按照劃好的線(xiàn)找正工件在機床(chuang)上的裝夾位置。
這(zhè)種裝夾方法生産(chan)率低,精度低,且對(duì)工人技術水✍️平要(yao)求高,一般用于單(dan)件小批生産中加(jia)工複雜而笨重✊的(de)零件,或毛坯🌈尺寸(cun)公差大而無法直(zhi)接用夾具裝夾的(de)場合。
3)用夾具裝夾(jiá)
夾具是按照被加(jia)工工序要求專門(men)設計的,夾具上的(de)定🔞位元件能使工(gong)件相對于機床與(yu)刀具迅速占有正(zhèng)确位🈲置,不需找🔆正(zheng)就🔆能保證工件的(de)裝夾定位精度,用(yòng)夾具裝夾生産率(lü)高,定位精度☁️高,但(dàn)需要設計、制造專(zhuan)🏒用夾具,廣泛用于(yú)成批及大量生産(chan)。
機械加工中獲得(dé)工件尺寸精度的(de)常用方法
- 來源:
詳(xiang)情
加工精度是指零(líng)件加工後的實際(ji)幾何參數(尺寸、形(xing)狀和♊位置)與圖紙(zhi)規定的理想幾何(he)參數符合的程度(dù)。這種相符🔴合的程(chéng)度越高,加工精度(du)也越高。
在加工中(zhōng),由于各種因素的(de)影響,實際上不可(kě)能将零件的每一(yī)個幾何參數加工(gong)得與理想幾何參(cān)數完全相符,總會(huì)産生一些♍偏離。這(zhè)種偏離,就是加工(gōng)誤差。
從以下三個(ge)方面探讨:獲得零(ling)件尺寸精度的方(fang)法、獲👅得形狀精度(du)的方法和獲得位(wèi)置精度方法。
1.獲得(dé)零件尺寸精度的(de)方法
1)試切法
即先(xiān)試切出很小部分(fèn)加工表面,測量試(shi)切所得的尺♍寸,按(an)照加工要求适當(dāng)調刀具切削刃相(xiang)對工件的位置,再(zai)試切,再測量,如此(ci)經過兩三次試切(qiē)和測量,當被加工(gōng)尺寸達到要求後(hou),再切削整個待加(jiā)工表面。
試切法通(tōng)過“試切-測量-調整(zhěng)-再試切”,反複進行(hang)直到♉達到💔要求的(de)尺寸精度爲止。例(li)如,箱體孔系的試(shi)镗加工。
試切法達(da)到的精度可能很(hěn)高,它不需要複雜(za)的裝置,但這種方(fang)法費時(需作多次(cì)調整、試切、測量、計(ji)算❓),效率低,依賴工(gōng)人的技術水平和(he)計量器具的精度(dù),質量不穩定,所以(yi)隻用于單件小批(pī)生産。
作爲試切法(fa)的一種類型——配作(zuò),它是以已加工件(jiàn)爲基準,加工與其(qi)相配的另一工件(jiàn),或将兩個(或兩個(gè)以上)工件組合在(zai)一起進行加工的(de)方法。配作中最終(zhōng)被加工尺寸達到(dào)的要求是以與已(yǐ)加工件的配合要(yao)求爲✉️準的。
2)調整法(fǎ)
預先用樣件或标(biāo)準件調整好機床(chuang)、夾具、刀具和工件(jiàn)的準确👣相⛱️對位置(zhì),用以保證工件的(de)尺寸精度。因爲尺(chǐ)寸事先調整到位(wei),所以加工時,不用(yòng)再試切,尺💔寸自動(dong)獲得,并在一批零(líng)件加✨工過程中保(bǎo)持不變,這就是調(diao)整法。例如,采用銑(xǐ)床夾具時,刀具的(de)位置✌️靠對刀塊确(que)❄️定。調整法的實質(zhi)是利用機床上的(de)定👅程裝置或對刀(dao)裝置或預先整好(hao)的刀架,使刀具相(xiàng)對于機床或夾具(ju)達到一定的位置(zhi)精度,然後加工一(yī)批工件。
在機床上(shàng)按照刻度盤進刀(dāo)然後切削,也是調(diào)整法🌈的一種。這種(zhong)方法需要先按試(shi)切法決定刻度盤(pan)上的刻度。大批量(liang)生産中,多用定程(chéng)擋塊、樣件、樣闆等(děng)對刀裝置進行🏒調(diao)整。
調整法比試切(qie)法的加工精度穩(wen)定性好,有較高的(de)生🔆産率,對機🤩床操(cao)作工的要求不高(gāo),但對機床調整工(gong)的要求高,常用于(yú)成批生産和大量(liàng)生産。
3)定尺寸法
用(yong)刀具的相應尺寸(cùn)來保證工件被加(jia)工部位尺寸的方(fāng)法稱♻️爲定尺寸法(fa)。它是利用标準尺(chǐ)寸的刀具加工,加(jia)工面的尺寸💋由刀(dāo)具尺寸決定。即用(yong)具有一定的尺寸(cun)精度👨❤️👨的刀具(如鉸(jiǎo)刀、擴孔鑽、鑽頭等(deng))來保❓證工件被加(jiā)工部位(如孔)的精(jing)度。
定尺寸法操作(zuo)方便,生産率較高(gāo),加工精度比較穩(wen)定,幾⭐乎㊙️與☂️工人的(de)技術水平無關,生(sheng)産率較高,在各種(zhong)類型的🤟生産中廣(guǎng)🔱泛應👈用。例如鑽孔(kong)、鉸孔等。
4)主動測量(liang)法
在加工過程中(zhōng),邊加工邊測量加(jiā)工尺寸,并将所測(ce)☁️結✍️果與設計要求(qiu)的尺寸比較後,或(huo)使機床繼續工作(zuo),或使機床停止工(gōng)作,這就是主動測(cè)量法。
目前,主動測(ce)量中的數值已可(ke)用數字顯示。主動(dòng)測⭐量法把測量裝(zhuang)置加入工藝系統(tong)(即機床、刀具、夾具(jù)和工件組成的統(tong)一體)中,成爲其第(di)五個因素。
主動測(cè)量法質量穩定、生(shēng)産率高,是發展方(fāng)向。
5)自動控制法
這(zhe)種方法是由測量(liàng)裝置、進給裝置和(hé)控制系統等組成(cheng)。它✉️是把測量、進給(gei)裝置和控制系統(tǒng)組成一個自動加(jia)工系統,加工⛷️過程(chéng)依靠系統自動完(wan)成。
尺寸測量、刀具(ju)補償調整和切削(xuē)加工以及機床停(ting)車等一♈系列工作(zuò)自動完成,自動達(da)到所要求的尺寸(cun)精度。例📞如在數控(kòng)機床上加工時,零(ling)件就是通過程序(xù)的各種指令控制(zhì)加工順序和加工(gōng)精度。
自動控制的(de)具體方法有兩種(zhong):
①自動測量即機床(chuáng)上有自動測量工(gong)件尺寸的裝置,在(zài)工件達到要求的(de)尺寸時,測量裝置(zhì)即發出指令使機(ji)床自動退刀并停(ting)止工作。
初期的自(zi)動控制法是利用(yong)主動測量和機械(xiè)或液壓❄️等控制系(xì)統完成的。目前已(yǐ)廣泛采用按加工(gong)要求預先編排的(de)程序,由控制系統(tǒng)發出指令進行工(gong)作的程序控制機(ji)床或由控制系統(tong)發出數字信息指(zhǐ)令進行工作的數(shù)字控制機床,以及(ji)能适應加工過程(chéng)中加工條件的變(bian)化,自動調整加♌工(gong)用量,按規👣定條件(jian)實現加工過程最(zui)佳化的适應控制(zhì)機❓床進🧡行自動控(kong)制加工。
自動控制(zhì)法加工的質量穩(wěn)定、生産率高、加工(gōng)柔性好、能适應多(duo)品種生産,是目前(qian)機械制造的發展(zhan)方向和計算📞機輔(fǔ)助制造(CAM)的基礎。
2.獲(huò)得形狀精度的方(fāng)法
這種加(jiā)工方法是利用刀(dao)尖運動的軌迹來(lai)形成被加工表面(miàn)的形狀的。普通的(de)車削、銑削、刨削和(he)磨削等均屬于刀(dāo)尖軌迹法。用這種(zhǒng)方法得到的形狀(zhuang)精度主要取決于(yú)成形運動的精度(du)。
2)成形法
利用成形(xíng)刀具的幾何形狀(zhuang)來代替機床的某(mǒu)些成形運動而⛷️獲(huò)得加工表面形狀(zhuàng)的。如成形車削、銑(xǐ)削、磨削等。成形法(fǎ)所獲得的形狀精(jīng)度主要取決于刀(dao)刃的形狀。
3.獲得位置精度方(fang)法
機械加工中,被(bèi)加工表面對其他(ta)表面位置精度的(de)獲得,主要取決工(gong)件的裝夾。
1)直接找(zhǎo)正裝夾
此法是用(yong)百分表、劃線盤或(huò)目測直接在機床(chuáng)上找正工☁️件位置(zhì)的裝夾方法。
2)劃線(xian)找正裝夾
此法是(shi)先在毛坯上按照(zhao)零件圖劃出中心(xīn)線、對稱線和各待(dai)加🔞工表面的加工(gōng)線,然後将工件裝(zhuāng)上機床,按照劃好(hǎo)的線找✂️正工🈲件在(zai)機床上的裝夾位(wei)置。
這種裝夾方法(fa)生産率低,精度低(di),且對工人技術水(shuǐ)平要求🌏高,一般用(yong)于單件小批生産(chǎn)中加工複雜而笨(ben)重🌈的零件,或毛坯(pī)尺寸❗公差大而無(wu)法直接用夾具裝(zhuāng)夾的場合。
夾具是按照(zhào)被加工工序要求(qiu)專門設計的,夾具(jù)上的定位元件能(neng)使工件相對于機(ji)床與刀具迅速占(zhàn)有正确位置,不🥰需(xu)找正就能保證工(gōng)件的裝夾定位精(jīng)度,用夾具裝💋夾生(shēng)産率高,定位精度(dù)高,但需要設✂️計、制(zhi)造專用夾具,廣泛(fàn)用于成🍉批及大量(liang)生産。
關鍵(jiàn)詞:
上一(yī)個
無
:
無
無
下一(yī)個
:
無
2021
12-13
")
